Product
News
- The factory inspection of tower internals includes which items?
- What are the regulations for the acceptance, inventory, inspection, and storage of tower internals?
- Distillation Column Stainless Steel Corrugated Packing and Distributor Removal and Installation Site
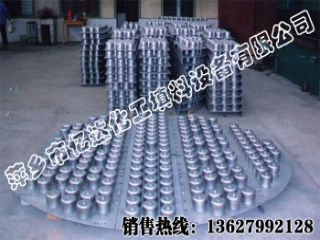
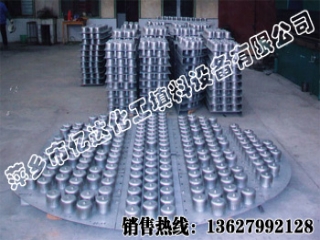
- Tray Tower Internals Composition
- What Factors Affect the Performance of Wire Mesh Demisters?
Contact Us
China Office
Tel:+86 13627992128
Saudi Arabia Office
Tel: +966 0501811778
Algeria Office
Tel: +213 0556974744
Email:[email protected]
address:South Avenue, Ceramic Industry Base, Pingxiang City, Jiangxi Province, China

Functions of mist collector and demister: During the operation of wet flue gas desulfurization, the absorption tower is prone to produce mist with a particle size of 10-60 microns.
Structure of demister: The demister system consists of a demister body and a flushing system. Specifically, it consists of a secondary demister body, a flushing water pipe, a nozzle, a support frame, a support beam and related connections, fixings, and seals.
Mist eliminator Performance guarantee demister (demister nozzle)
(1) Demisting efficiency: Under normal operating conditions, the droplet concentration in the flue gas at the demister outlet is less than 75mg/Nm3;
(2) Pressure drop: Without considering the interference before and after the demister, it is guaranteed that under 100% flue gas load, the pressure drop of the entire demister system is less than 120Pa.
(3) High temperature resistance: 80-95℃.
(4) Pressure resistance: It is guaranteed that the blades can work normally when the flushing water pressure is 0.3MPa.
(5) Flushing nozzle: It is a full cone nozzle, the flushing water spray angle is 90-120 degrees, and the solid cone is sprayed to ensure that all the blades are covered. (The design is for the water consumption at the maximum gas load. Considering the requirements of the system water balance, if the gas load is reduced, the water consumption can be reduced by half by increasing the flushing interval time).
Working principle of mist collector and demister: The flue gas passes through the curved channel of the demister, and the droplets entrained in the air flow are separated under the action of inertia and gravity: the flue gas after desulfurization flows through the demister at a certain speed, and the flue gas is quickly and continuously changed in direction. Due to the action of centrifugal force and inertia, the droplets in the flue gas hit the demister blades and are captured. The droplets gather to form a water flow, and due to the action of gravity, they fall into the slurry pool, realizing gas-liquid separation, so that the flue gas flowing through the demister meets the demisting requirements and is discharged. The demisting efficiency of the demister increases with the increase of air flow velocity. This is because the high flow rate and the large inertia force acting on the droplets are conducive to the separation of gas and liquid. However, the increase in flow rate will increase the system resistance and energy consumption. Moreover, there is a certain limit to the increase in flow rate. Too high a flow rate will cause secondary water carryover, thereby reducing the demisting efficiency. The highest flue gas flow rate through the demister section without secondary water carryover is usually defined as the critical flow rate. This speed is related to factors such as the demister structure, system water load, airflow direction, and demister layout. The design flow rate is generally selected at 3.5~5.5m/s. Technology R&D and Innovation After analyzing the operation of related foreign products, we found that the core design issue of the demister is how to ensure the maximum demisting efficiency under the condition of minimum pressure drop. By studying the gas-liquid two-phase flow in the demister, the effects of demister height, turning angle, plate spacing and gas flow rate on the demisting efficiency and demister pressure removal were analyzed. The pressure drop and demisting efficiency are closely related to the flue gas velocity: that is, within the flue gas velocity range, the pressure drop and demisting efficiency are proportional to the flue gas velocity; when the flue gas exceeds the critical velocity, the centrifugal force of the droplets increases, thus generating a larger secondary flow and forming a larger double vortex secondary flow distribution on the channel cross section, which leads to a rapid increase in pressure drop and an increase in system energy consumption; in addition, the increase in flue gas velocity will lead to the generation of secondary entrainment problems, which directly reduces the demisting efficiency; at the same time, it also increases the system water consumption, resulting in an increase in flushing frequency. Such a reciprocating cycle will not only reduce the demisting efficiency and increase the pressure drop, but also lead to the overall hydraulic imbalance of the system.
-
Pre page:Crimped Support Plate
- Next page:没有了